

| << Chapter < Page | Chapter >> Page > |
Cân bằng dây chuyền sản xuất bằng phương pháp mức sử dụng tăng thêm.
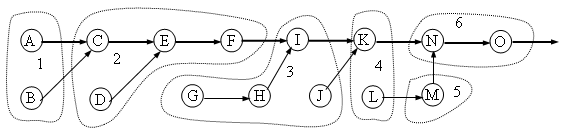
Đầu tiên, chúng ta phân công công việc cho từng trung tâm sản xuất (trạm sản xuất), việc này cần phải tuân theo thứ tự trước sau của các công việc một cách chặt chẽ (C phải sau A, sau B; E phải sau C, sau D;...). Các nhiệm vụ được kết hợp theo thứ tự cho đến khi mức sử dụng của trung tâm sản xuất là 100%, hay khi quan sát thấy sự giảm xuống của nó so với phân công trước đó. Lúc này ta mở trung tâm sản xuất mới và bắt đầu lại trình tự.
| Trạmsản xuất(1) | Công việc(2) | Phút/máy(3) | Số KVSX làm việc(4)=[(3)/thờigian chu kỳ] | Số KVSX thực tế cần thiết (5) | Mức sử dụng của KVSX (%)[(4)/(5)]x100 |
| 1 | A | 10 | 1,67 | 2 | 83,3 |
| 1 | A,B | 10+15=25 | 4,16 | 5 | 83,3 |
| 1 | A,B,C | 10+15+10=35 | 5,83 | 6 | 97,2 |
| 1 | A,B,C,D | 10+15+10+6=41 | 6,83 | 7 | 97,6 |
| 1 | A,B,C,D,E | 10+15+10+6+8=49 | 8,17 | 9 | 90,7 |
| 2 | E | 8 | 1,33 | 2 | 66,7 |
| 2 | E,F | 8+6=14 | 2,33 | 3 | 77,8 |
| 2 | E,F,G | 8+6+10=24 | 4,00 | 4 | 100,0 |
| 3 | H | 5 | 0,83 | 1 | 83,3 |
| 3 | H,I | 5+7=12 | 2,00 | 2 | 100,0 |
| 4 | J | 8 | 1,33 | 2 | 66,7 |
| 4 | J,K | 8+12=20 | 3,33 | 4 | 83,3 |
| 4 | J,K,L | 8+12+10=30 | 5,00 | 5 | 100,0 |
| 5 | M | 15 | 2,50 | 3 | 83,3 |
| 5 | M,N | 15+20=35 | 5,83 | 6 | 97,2 |
| 5 | M,N,O | 15+20+10=45 | 7,50 | 8 | 93,8 |
| 26 |
Tóm tắt phân công công việc vào khu vực sản xuất trên dây chuyền như sau:
| Trạm sản xuất | 1 | 2 | 3 | 4 | 5 | |
| Công việc trong trạm sản xuất | A,B,C,D | E,F,G | H,I | J,K,L | M,N,O | |
| Số khu vực sản xuất thực tế | 7 | 4 | 2 | 5 | 8 | Tổng: 26 |
Như vậy, để hoàn thành khối lượng sản phẩm cần sản xuất trong 1 ngày là 4.160 chai thuốc thì chúng ta cần có 5 trạm làm việc, tuỳ vào mỗi trạm mà cần số khu vực sản xuất (số công nhân hoặc máy móc thiết bị)

Tính hiệu quả sử dụng máy móc thiết bị (Msd)
Phương pháp thời gian công tác dài nhất.
Trong phương pháp này ta lần lượt thêm công việc cho một khu vực sản xuất theo thứ tự bước sau. Nếu có sự lựa chọn giữa 2 hay nhiều công việc thì công việc có thời gian công tác dài nhất được chọn phân công trước. Điều này có hiệu quả cho việc phân công nhanh chóng những công việc khó phân công vào khu vực sản xuất.
Ví dụ 5.5: .Sử dụng tiếp ví dụ 5.4, giả sử đơn vị xác định lại nhu cầu sản xuất của phân xưởng này là 832 chai thuốc/ngày (thay vì 4.160 chai). Hãy cân bằng dây chuyền sản xuất trong trường hợp này.
Bài giải:
Trước tiên, ta tính thời gian chu kỳ.
Số khu vực sản xuất tối thiểu.
Phân công công việc vào các khu vực sản xuất.
| Khu vựcsản xuất | Các công việc | Thời gian công việc mới | Tổng thời gian thực hiện | Thời gian thừa ở KVSX |
| (1) | (2) | (3) | (4) | [30’’-(4)] |
| 1 | A | 10 | 10 | 20 |
| 1 | A,B | 15 | 25 | 5 |
| 2 | C | 10 | 10 | 20 |
| 2 | C,D | 6 | 16 | 14 |
| 2 | C,D,E | 8 | 24 | 6 |
| 2 | C,D,E,F | 6 | 30 | 0 |
| 3 | G | 10 | 10 | 20 |
| 3 | G,H | 5 | 15 | 15 |
| 3 | G,H,I | 7 | 22 | 8 |
| 3 | G,H,I,J | 8 | 30 | 0 |
| 4 | K | 12 | 12 | 18 |
| 4 | K,L | 10 | 22 | 8 |
| 5 | M | 15 | 15 | 15 |
| 6 | N | 20 | 20 | 10 |
| 6 | N,O | 10 | 30 | 0 |
Tóm tắt sự phân công các công việc vào các khu vực sản xuất trên dây chuyền sản xuất.
| Khu vực sản xuất | 1 | 2 | 3 | 4 | 5 | 6 |
| Công việc thực hiện | A,B | C,D,E,F | G,H,I,J | K,L | M | N,O |
| Thời gian thừa (giây) | 5 | 0 | 0 | 8 | 15 | 0 |
Tính toán mức sử dụng của máy móc thiết bị hoặc công lao động.
Điều kiện để sử dụng phương pháp thời gian công tác dài nhất là: , tức là thời gian chu kỳ phải lớn hơn hoặc bằng thời gian lớn nhất cần để thực hiện công việc trong chuỗi công việc chế tạo sản phẩm. Theo như bài toán trên thì Tck = 30 giây, công việc tiêu hao thời gian lớn nhất là công việc N mất 20 giây.
Notification Switch
Would you like to follow the 'Lý thuyết và bài tập quản trị sản xuất đại cương' conversation and receive update notifications?

|
|

|
|

|
|

|
|

|
|

|
|

|
|
|
|
|

|
|

|