

| << Chapter < Page | Chapter >> Page > |
Người ta thường sử dụng các phương pháp phân tích chuỗi tác nghiệp, sơ đồ khối và khoảng cách vận chuyển để bố trí mặt bằng này.
Phân tích chuỗi tác nghiệp.
Là xây dựng sơ đồ hệ thống cho việc lắp đặt các bộ phận thiết bị sản xuất bằng cách phân tích đồ thị, giúp cho chúng ta xác định vị trí của từng bộ phận tác nghiệp liên quan tới các bộ phận khác khi diện tích mặt bằng không là yếu tố giới hạn.
Ví dụ 5.1: Công ty C dự định xây dựng thêm một phân xưởng sản xuất chế biến 6 loại thức ăn cho gia súc và nuôi trồng thuỷ sản với hy vọng sẽ bố trí hợp lý hơn, giảm được khối lượng vận chuyển giữa các bộ phận so với phân xưởng sản xuất hiện tại. Đơn vị này dựa trên nhu cầu tiêu thụ (số lượng) và qui trình chế biến các loại sản phẩm; qua tính toán người ta xác định được lượng vận chuyển qua lại giữa các bộ phận trong xưởng sản xuất như sau.
| Mô tả bộ phận | |||||||
| Lượng vận chuyển giữa các bộ phận | |||||||
| | | | | | | | |
| Sơ chế nguyên liệu | 8.000 | 12.000 | 10.000 | ||||
| Phối trộn nguyên liệu | 5.000 | 8.000 | 5.000 | ||||
| Trộn phụ gia. | 7.000 | 15.000 | |||||
| Xử lý nhiệt | 12.000 | ||||||
| Định dạng sản phẩm | 20.000 | ||||||
| Cân đong sản phẩm | 10.000 | ||||||
| Đóng gói | 10.000 | ||||||
| Giao nhận |
Giải pháp:
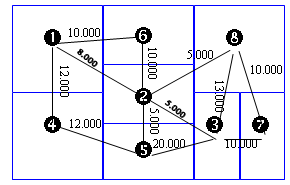
Trước tiên, ta thực hiện tạm định dạng sơ đồ vị trí của các bộ phận ban đầu và biểu hiện mối quan hệ qua lại giữa các bộ phận đó như sau:

Tiếp đến, sắp xếp lại sơ đồ ban đầu cho hợp lý hơn để dòng sản phẩm được vận chuyển qua lại giữa các bộ phận là ngắn nhất. Khi chúng ta thấy không còn cách thay đổi vị trí các bộ phận nữa thì đó là sơ đồ cần tìm. Giả sử ta tìm được sơ đồ định dạng vị trí tốt nhất của các bộ phận như sau.

Phân tích sơ đồ khối:
Trong ví dụ 5.2 dưới đây ta sử dụng sơ đồ cuối cùng của ví dụ 5.1 và thực hiện phân tích sơ đồ khối để tạo dạng tổng quát các dòng vận chuyển và ranh giới của của các bộ phận bên trong phân xưởng sản xuất. Yếu tố giới hạn của phân tích này là diện tích cần thiết cho từng bộ phận.
| Mô tả bộ phận | Diện tích (m2) |
| Sơ chế nguyên liệu | 300 |
| Phối trộn nguyên liệu | 200 |
| Trộn phụ gia. | 150 |
| Xử lý nhiệt | 300 |
| Định dạng sản phẩm | 200 |
| Cân đong sản phẩm | 200 |
| Đóng gói | 150 |
| Giao nhận | 300 |
Giải pháp:
Đầu tiên, ta dùng sơ đồ hệ thống cuối cùng của ví dụ 5.1 và đặt các bộ phận này vào tâm diện tích từng bộ phận của nó.

Tiếp đến, ta thay đổi hình dạng các bộ phận cho phù hợp với hệ thống trong phân xưởng đến khi đạt yêu cầu.
Phân tích tải trọng - khoảng cách.
Phân tích chuỗi tác nghiệp và phân tích sơ đồ khối không chọn được kiểu bố trí tối ưu, nó chỉ cho ta một kiểu bố trí tốt mà thôi. Trong trường hợp có nhiều phương án mặt bằng để lựa chọn thì phương pháp trên không hiệu quả, khi đó người ta sử dụng phân tích tải trọng - khoảng cách.
Đây là phương pháp rất hữu ích trong việc so sánh nhiều cách bố trí đạt yêu cầu, để chọn ra một bố trí tối ưu dựa trên sự vận chuyển nguyên vật liệu hay sản phẩm trong một thời kỳ là thấp nhất.
Ví dụ 5.3: Giả sử bộ phận bố trí mặt bằng sản xuất đang phân vân lựa chọn một trong hai phương án bố trí tốt dưới đây. Không biết phương án nào tốt hơn, nên họ thực hiện phương pháp tính tải trọngkhoảng cách của hai phương án bố trí trên cơ sở biết số lượng sản xuất trung bình từng loại sản phẩm trong kỳ (tháng) và khoảng cách vận chuyển giữa các bộ phận sản xuất được cho như sau.
Notification Switch
Would you like to follow the 'Lý thuyết và bài tập quản trị sản xuất đại cương' conversation and receive update notifications?

|
|

|
|

|
|

|
|

|
|

|
|

|
|

|
|

|
|

|